Fabrication modulaire avec le tour CNC de KNUTH
DES TEMPS DE CYCLE TRÈS COURTS GRÂCE À UNE TRANSFORMATION CHEZ HUMARD AUTOMATION SA
DES TEMPS DE CYCLE TRÈS COURTS GRÂCE À UNE TRANSFORMATION CHEZ HUMARD AUTOMATION SA
DES TEMPS DE CYCLE TRÈS COURTS GRÂCE À UNE TRANSFORMATION CHEZ HUMARD AUTOMATION SA
DES TEMPS DE CYCLE TRÈS COURTS GRÂCE À UNE TRANSFORMATION CHEZ HUMARD AUTOMATION SA
Humard Automation SA propose à ses clients des lignes de production modulaires non seulement rapides, mais également très flexibles permettant de les utiliser pour différents produits ou différentes variantes de produits. Pour les exigences spéciales d’une ligne de production de pompes, l’entreprise suisse a demandé l’adaptation complète d’un tour à banc plat Numturn 320 de KNUTH Werkzeugmaschinen au processus de fabrication automatisé de son client.

Humard Automation SA à Delémont (Suisse) planifie et réalise des lignes de production clé en main pour des composants utilisés dans le secteur de l’horlogerie, automobile, de la joaillerie, de la cosmétique et médical. « La flexibilité est au premier plan des souhaits de nos clients », explique Fabio Carabotti, chef de projet chez Humard. Aujourd’hui, une productivité élevée avec un seul produit ne suffit plus. Souvent, différentes variantes voire d’autres produits sont fabriqués et remplacés assez rapidement par des modèles successeurs. La principale réponse à ce phénomène : une modularisation systématique des cellules de production. Cette flexibilité fondamentale ancrée dans la conception a fait progresser Humard qui propose des modules compacts aussi petits que possible dans différentes dimensions. Ces modules peuvent être combinés aussi bien entre eux qu’avec des unités de processus intermédiaires (par ex. pressage, fraisage) et des stations de soudage ou encore avec des postes de travail manuel, des systèmes de manutention ou des robots. Grâce à une transformation, un échange ou une nouvelle configuration des modules ou des parties entières, ces lignes peuvent être adaptées rapidement et facilement à la nouvelle fabrication. Même en cas de changement pour d’autres produits, les modules peuvent souvent être adaptés via une transformation et ainsi être réutilisés.
« Le développement d’une solution automatisée est comparable à la fabrication d’un costume sur mesure. La solution doit être parfaitement adaptée aux besoins du client », explique F. Carabotti. Il vaut mieux intégrer Humard le plus tôt possible au processus de développement. Grâce à une ingénierie commune intensive avec les services concernés du client, il est possible d’adapter la conception du produit judicieusement aux exigences du processus de production. « Cette consultation est une partie intégrante du processus de développement », souligne M. Carabotti, « conjointement avec le client, nous concevons ainsi l’ensemble du processus de production, puis nous le mettons intégralement en pratique jusqu’à la livraison de la machine complète clé en main. » Humard assume également la responsabilité des composants techniques que l’entreprise achète, par exemple les machines-outils ou certains types de robots. En tant que société d’ingénierie, cette entreprise suisse se concentre surtout sur la planification, le montage, la programmationet le service. Certains composants de base essentiels, par ex. les châssis des modules, sont produits par l’entreprise elle-même ou par des sociétés affiliées. En outre, l’entreprise s’appuie surtout sur un très large réseau de fournisseurs éprouvés, mais en raison de la gamme énorme et constamment croissante de technologies et de machines disponibles, elle travaille aussi régulièrement avec de nouveaux partenaires dont les qualifications sont soumises à un examen approfondi.


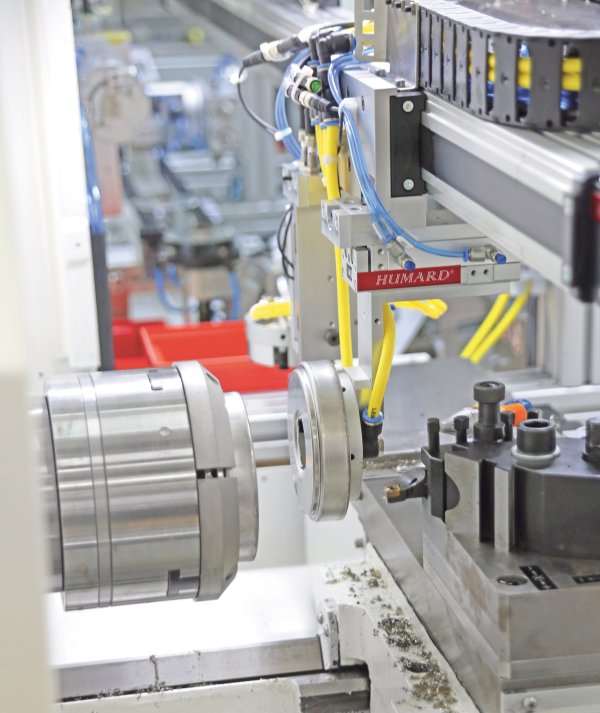
« Dans le cas présent, nous avions besoin d’un tour à commande CNC capable de traiter et d’usiner des pièces de différentes géométries et dimensions dans des temps très courts », explique F. Carabotti. La ligne concernée sert à la production de pompes qui doivent être fabriquées dans des versions très variées et à des niveaux de performance très différents sur la même ligne de production. Alors que les autres composants partiellement sur palettes sont acheminés à l’aide d’un convoyeur à rouleaux commandé par robot, le tour est alimenté via un convoyeur séparé. Les six différentes pièces à symétrie de rotation ayant des diamètres allant jusqu’à 135 mm sont préalablement formées à partir de flans estampillés, puis transportées en vrac sans mélange et par lots dans la machine. Ensuite, une station de tri les sépare et les positionne correctement avant de les transmettre à un portique de manutention linéaire spécifique. Celui-ci transporte les pièces brutes vers le mandrin où il change la pièce usinée contre une nouvelle pièce brute à l’aide d’un double bras préhenseur complexe. Après un contrôle de qualité, la pièce usinée est transmise à la station suivante. Un critère déterminant du choix du tour était l’exigence très stricte de seulement 7 s de temps de cycle total car il détermine la productivité totale de la ligne. Puisque Humard ne trouvait pas de solution existante sur le marché, l’entreprise suisse cherchait un fournisseur capable de transformer une machine standard de la manière adéquate.
« Nous avons reçu la demande de Humard Automation il y a environ un an et notre tour à banc plat Numturn 320 nous semblait adapté en raison de ses caractéristiques techniques essentielles », se rappelle Hannes Andresen, diplômé en commerce et collaborateur dans la distribution à l’étranger chez KNUTH Werkzeugmaschinen GmbH à Wasbek. Peu de temps après, une délégation composée d’experts Humard se rendait à Wasbek. Elle inspectait non seulement la machine elle-même, mais analysait également la capacité générale et la volonté de KNUTH à effectuer des modifications et à réaliser une ingénierie commune aussi bien en matière de mécanique que dans le domaine de l’électronique et de commandes. Ce n’est qu’après avoir répondu de manière satisfaisante à de nombreuses questions que le contenu du cahier de charges et les possibilités permettant de le réaliser ont été discutés. Deux points étaient essentiels : le serrage rapide des pièces ainsi que l’élaboration d’une interface machine adaptée pour l’interaction entre le tour et le chargeur à portique. À cet effet, le matériel de la machine a été élargi et le système PLC a été largement adapté au processus. Afin d’atteindre ces temps de cycle courts, KNUTH a remplacé le dispositif de serrage hydraulique existant par un mandrin pneumatique de haute précision. Ainsi, le temps de changement est de seulement 2 s et le temps de cycle complet de 7 s. Cette productivité élevée ainsi que la fiabilité des machines fournies par KNUTH ont permis à Humard Automation de respecter les exigences ambitieuses du client. Avantage important pour la modification de la machine : KNUTH dispose des spécialistes parfaitement formés en matière de matériel et de logiciel et bénéficie également en tant que partenaire OEM direct de Siemens d’un accès élargi à des informations et à l’assistance. « De notre point de vue, la coopération avec KNUTH s’est déroulée de manière très efficace malgré un délai très court et a satisfait nos attentes. Nous serions ravis de travailler avec KNUTH sur des projets futurs », résume F. Carabotti ses expériences passées.


Nous avons reçu votre demande et nous vous remercions pour votre intérêt ! Notre représentant commercial vous contactera dans un délai d’un jour ouvré.
Veuillez actualiser la page et réessayer d’envoyer le formulaire.